

Линия экструзии пластиковых пиломатериалов для производства цельных толстых панелей толщиной 50 мм
Yongte проводит первый пробный запуск линии экструзии пластиковых пиломатериалов для цельных панелей толщиной 200 x 50 мм, оптимизирует секцию литья под давлением для решения проблем деформации
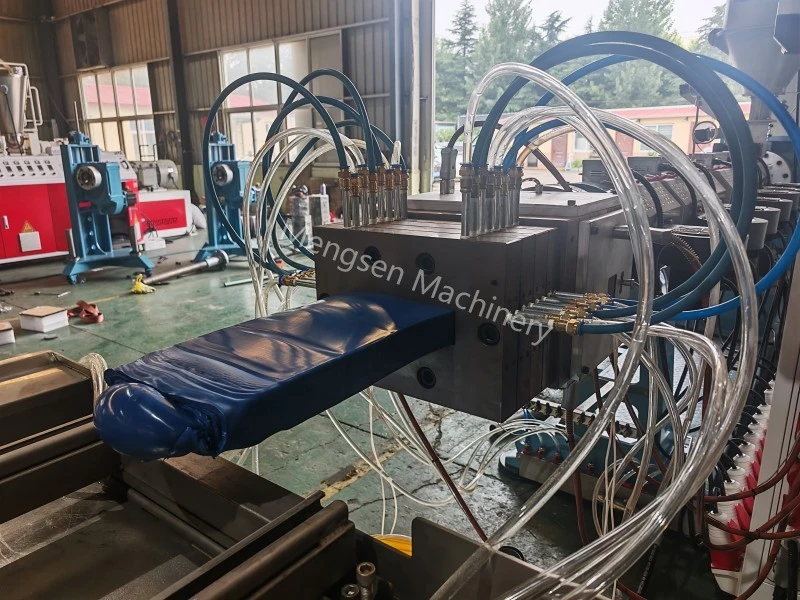
1. Обзор опытного производства первичного оборудования
Недавно компания Yongte успешно завершила первое пробное производство своей современной линии экструзии пластиковых пиломатериалов, предназначенной для обработки цельных пластиковых панелей толщиной 200 x 50 мм. Придерживаясь концепции переработки ресурсов и экологически чистого производства, в ходе этого пробного запуска в качестве сырья использовались переработанные пластиковые отходы, проверяя адаптируемость оборудования к отходам пластиковых материалов и возможность массового производства толстых пластиковых пиломатериалов.

2. Отличные характеристики пластификации переработанных материалов.
Во время первоначального ввода в эксплуатацию высокоскоростной экструдер продемонстрировал исключительную производительность пластификации расплава. Под точным контролем параметров экструзии переработанные пластиковые отходы были полностью расплавлены и гомогенизированы, при этом расплавленный материал имел однородную текстуру, хорошую текучесть и стабильный общий пластифицирующий эффект. Превосходное качество пластификации закладывает прочную основу для стабильного производства высокопроизводительных переработанных пластиковых панелей и доказывает выдающуюся производительность экструзионного оборудования Yongte по переработке отходов пластикового сырья.

3. Анализ дефектов выпучивания и деформации панелей.
Тем не менее, на этапе формирования сверхтолстых цельных панелей возникли целенаправленные технические проблемы. Из-за значительной толщины готового продукта (50 мм) между поверхностью и внутренним слоем панели в процессе охлаждения и формования существует заметный температурный градиент. Поверхность толстой панели быстро остывает и затвердевает, тогда как внутренний материал сердцевины сохраняет высокую температуру в течение более длительного периода и подвергается постоянной термической усадке при последующем естественном охлаждении. Неодинаковая скорость охлаждения и усадки между внешним и внутренним слоями вызывает несбалансированное внутреннее напряжение, что в конечном итоге приводит к вздутию средней части и локальной деформации цельной панели толщиной 200×50 мм, что влияет на плоскостность и точность размеров конечного продукта.

4. Решения по оптимизации секции литья под давлением
На основании углубленного анализа данных пробного запуска и условий производства на месте техническая группа Yongte подтвердила, что основное решение направлено на структурную оптимизацию секции литья под давлением. Стремясь решить проблемы несбалансированного потока расплава и неравномерного охлаждения сверхтолстых листов, команда проведет целенаправленную модернизацию структуры канала потока матрицы, системы распределения потока и схемы охлаждения. За счет оптимизации сопротивления течению расплава в секции формования, балансировки скорости подачи материала в средней и краевой областях матрицы и соответствия конструкции ступенчатого и равномерного охлаждения можно эффективно устранить концентрацию внутренних напряжений в толстых панелях. Эта оптимизация позволит синхронизировать скорость охлаждения и формирования поверхностного и внутреннего слоев продукта, фундаментально устранить дефект средней выпуклости в сверхтолстых цельных панелях толщиной 50 мм, а также улучшить общую стабильность размеров и плоскостность готовой продукции.
5. Резюме пробного запуска и последующий план разработки
Этот первоначальный пробный запуск полностью подтвердил превосходство оборудования в пластификации и выявил ключевые моменты улучшения формования толстостенных изделий, накопив ценный практический опыт для формального массового производства высококачественных твердых пластиковых пиломатериалов. На следующем этапе Yongte ускорит завершение оптимизации секции литья под давлением и вторичную проверку ввода в эксплуатацию, будет постоянно совершенствовать параметры процесса экструзии и стремиться к достижению стабильного, высокоточного и высокоэффективного производства переработанных пластиковых панелей большой толщины, что позволит осуществлять высокоценную переработку и промышленное применение отходов пластмасс.

Похожие новости
- Yongte завершила строительство линии по производству дверных коробок из цельного пенопласта WPC для индийского клиента
- Может ли машина для производства пластиковых пиломатериалов Yongte производить пластиковые пиломатериалы различных форм и размеров?
- Справочные параметры линии экструзии дверей WPC
- Как решить проблему подгорания материала в процессе экструзии дверей из ДПК?
- Приемочные испытания линии по производству резиновых труб для просачивания для индийского клиента
- Yongte завершила заводские приемочные испытания специального двухшнекового экструдера для переработки пластика для африканского клиента
Оставьте мне сообщение











