

Техническое решение для решения проблемы несбалансированной скорости экструзии четырехгнездной линии по производству пластиковых профилей
Техническое решение для решения проблемы несбалансированной скорости экструзии четырехгнездной линии по производству пластиковых профилей
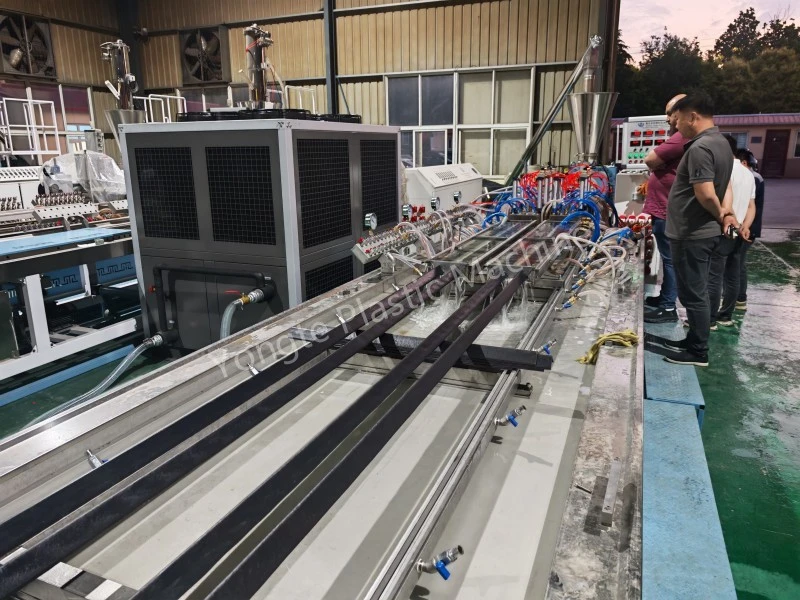
В процессе производства экструзии пластикового профиля с четырьмя полостями несбалансированная скорость экструзии между четырьмя полостями является распространенной технической проблемой. Эта проблема напрямую приведет к нестабильной точности размеров продукта, неравномерной толщине стенок, дефектам профилей и снижению производительности, что серьезно ограничивает стабильность и эффективность массового производства. Основываясь на фактических производственных материалах и спецификациях продукции клиентов, команда инженеров Yongte разработала целевую профессиональную оптимизированную схему проектирования штампов и вспомогательных систем, чтобы полностью решить проблему непостоянной скорости работы профилей с четырьмя полостями, реализуя высокоточное, стабильное и синхронное производство экструзионных линий с четырьмя полостями.
1. Предыстория технических проблем
Традиционные интегрированные экструзионные головки с четырьмя полостями имеют встроенную структуру нагрева и управления потоком. Под влиянием таких факторов, как неравномерное распределение потока расплава, отклонение температуры в локальных областях матрицы и ошибки сборки, скорость экструзии четырех полостей подвержена нестабильности во время непрерывного производства. Отклонение скорости между полостями приведет к различиям в скорости формования профиля и усадке при охлаждении, что приведет к дефектам качества партии, таким как коробление, деформация, выход за пределы допуска размера и неравномерная плоскостность поверхности готовой продукции, что не может соответствовать высоким стандартам производства пластиковых профилей.
2. Профессиональная оптимизированная схема проектирования
В сочетании с характеристиками сырья клиента, параметрами структуры продукта и условиями производства на месте инженеры Yongte выполнили целенаправленное индивидуальное проектирование конструкции матрицы, управления потоком, системы тяговой резки и вспомогательной конвейерной системы с подробными техническими решениями, а именно:
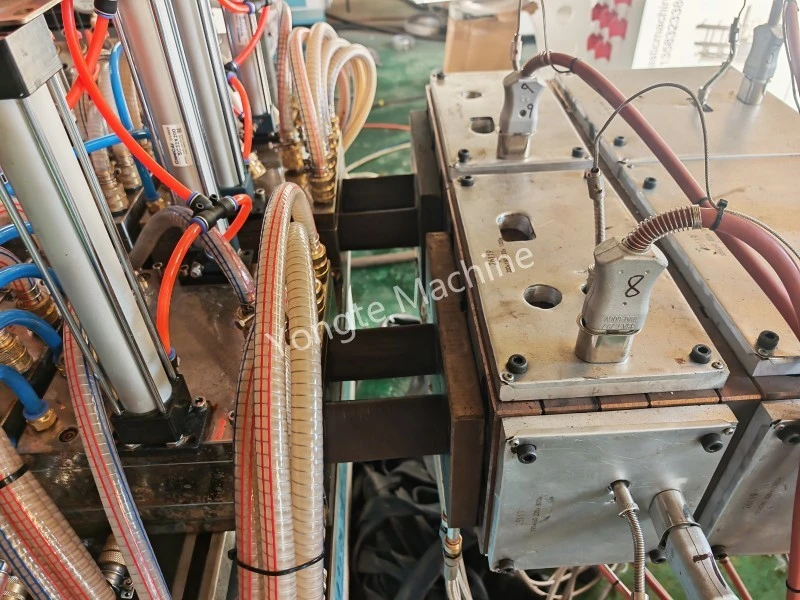
2.1 Конструкция корпуса с двойной матрицей и независимым контролем температуры
Оригинальный цельный корпус матрицы с четырьмя полостями оптимизирован длядвойная независимая конструкция корпуса матрицы, при этом каждый корпус матрицы оснащен двумя экструзионными полостями. Два набора корпусов штампов полностью независимы по конструкции и системе контроля температуры. Каждый корпус матрицы оснащен независимым нагревательным модулем и блоком контроля температуры, который может осуществлять отдельную точную регулировку температуры и постоянный контроль температуры. Эта конструкция эффективно решает проблему неравномерной текучести расплава, вызванную интегральным отклонением температуры матрицы, стабилизирует состояние плавления пластика каждой полости от источника и устраняет фундаментальную причину разницы в скорости между различными телами матрицы.

2.2 Независимый механизм регулировки потока для одного корпуса матрицы
Каждый независимый корпус матрицы оснащен специальным гайковым устройством для регулировки потока. При отклонении скорости двух полостей внутри одного и того же корпуса матрицы, вызванном незначительными различиями в расходе и ошибками сборки, можно осуществить точную регулировку в режиме реального времени с помощью гайки регулировки расхода. Благодаря точной регулировке потока подачи расплава в одну полость скорость экструзии двух полостей в одном корпусе матрицы можно поддерживать полностью синхронной, реализуя калибровку скорости полости на микроуровне и обеспечивая единообразие производительности экструзии и скорости формования каждой полости в одной группе.
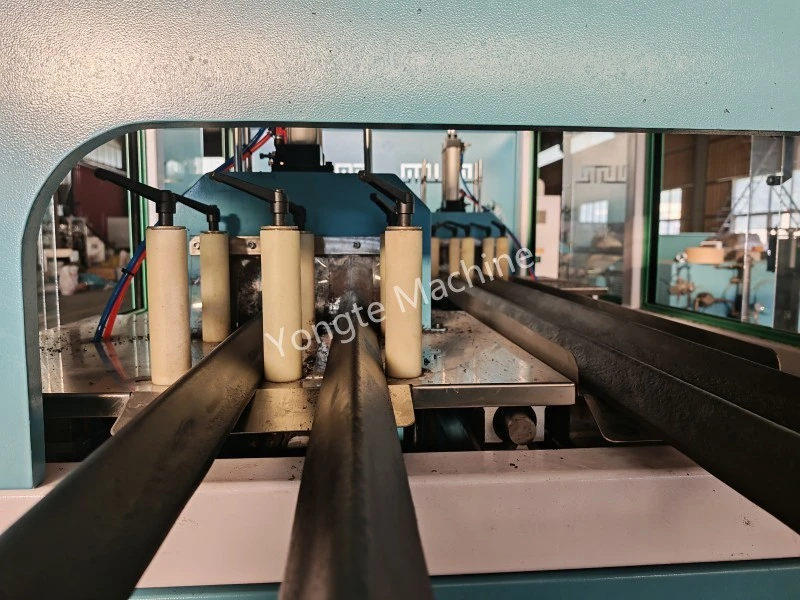
2.3 Двойная независимая система контроля скорости тяги
Двойные наборы независимых тяговых систем сконфигурированы так, чтобы соответствовать корпусу с двойной матрицей и компоновке полостей с двумя группами. В отличие от традиционного режима одиночной тяги, приводящего в движение четыре полости одновременно, два комплекта тягового оборудования работают независимо с отдельными программами управления скоростью. Система может независимо регулировать скорость тяги двух групп профилей с двумя полостями в соответствии с фактической скоростью экструзии двух корпусов матрицы, реализуя динамическое согласование скорости экструзии и скорости тяги, избегая растяжения профиля, усадки и отклонений размеров, вызванных асинхронной тягой, а также обеспечивая общую согласованность скорости четырех полостей.

2.4 Независимая режущая система фиксированной длины
В соответствии с двухгрупповой экструзионной и тяговой структурой два комплекта независимых режущих систем оборудованы для отдельных операций резки фиксированной длины. Каждая система резки независимо отслеживает и согласовывает скорость движения и ход подачи соответствующей группы профилей. Режим независимого управления резкой устраняет ошибки резки и несоответствие длины, вызванные унифицированной резкой профилей с небольшой разницей в скорости, обеспечивает точность резки фиксированной длины каждого профиля полости и повышает уровень квалификации продукта.
2.5 Подбор автоматической системы транспортировки и штабелирования
Установлены два комплекта независимых стоек для транспортировки и штабелирования, которые точно соответствуют системам двойной резки. После завершения резки фиксированной длины режущим оборудованием транспортно-укладочное оборудование автоматически завершает работу по приему, транспортировке и укладке материала соответствующей группы профилей. Синхронная и независимая работа конвейерной системы позволяет избежать накопления материала, экструзии и путаницы при транспортировке, вызванной асинхронной скоростью различных профилей полостей, обеспечивает плавную и непрерывную работу всей производственной линии, а также обеспечивает автоматизированное и упорядоченное производство.

3. Технические преимущества и производственные эффекты
Благодаря вышеупомянутому систематическому индивидуальному дизайну проблема неравномерной скорости экструзии с четырьмя полостями при производстве пластиковых профилей полностью решена. Независимый контроль температуры с двумя матрицами + точная регулировка потока с одной группой + двойная независимая система тяги и резки образуют полнозвенную систему калибровки скорости и синхронного управления. Схема имеет следующие существенные преимущества: во-первых, она реализует источник управления потоком и температурой расплава, устраняет начальную разницу скоростей экструзии; во-вторых, реализована динамическая точная регулировка скорости производственного процесса для обеспечения длительной синхронной работы четырех полостей; в-третьих, соответствующая автоматизированная вспомогательная система повышает стабильность производства и стабильность готовой продукции.
После проверки производства на месте эта оптимизированная конструкция эффективно снижает допуски по размерам и количество дефектов при формировании профилей с четырьмя полостями, повышает общую стабильность производства и эффективность производства экструзионной линии и подходит для долгосрочного и крупносерийного стандартизированного производства различных пластиковых профилей.

Похожие новости
- Доставка 4-х полой линии по производству пластиковых профилей в Иорданию после успешного ввода в эксплуатацию
- Профессиональные решения для борьбы с пожелтением, полосами и хрупкостью дверных поверхностей из древесно-пластиковых композитов
- Машина штранг-прессования профиля 4 полостей повторно использованная достигает высокой скорости 8 метров/минуты
- Решение проблем производства экструдеров ДПК
- Какой материал можно использовать в машине Yongte WPC?
- Линия по переработке текстиля успешно прошла испытания
Оставьте мне сообщение











